Arc Welding Robot for Steel Structure Manufacturing
2026-04-28 15:35:23
Walk onto any bridge fabrication site or high‑rise construction yard. What do you see? Thick plates, heavy beams, and welders working in awkward positions under time pressure. The physical toll is brutal. The quality demands are unforgiving.
This is where an arc welding robot changes everything. Not because it is faster—though it is—but because it delivers consistent, code‑quality welds on material that would exhaust any human. For steel structure manufacturing, where a failed weld can mean structural collapse, consistency is not a luxury. It is a requirement.
Why Arc Welding Robots Dominate Steel Fabrication
An arc welding robot is purpose‑built for the thick sections, long seams, and multi‑pass welds that define structural steel robotic welding. Unlike a spot welding robot, which creates discrete fusion points on thin sheet metal, an arc welding robot lays continuous beads that fill joints and transfer load.
Consider a typical column‑to‑beam connection in a steel frame. The weld may run 300mm, require three passes, and demand precise control of heat input to prevent distortion. A skilled welder can do it. But doing it repeatedly, on every connection, across a 12‑hour shift? That is where the arc welding robot proves its value.
The Spot Welding Robot Comparison: Different Tools for Different Jobs
It is worth understanding the distinction. A spot welding robot excels in automotive body shops, where hundreds of spot welds join thin‑gauge panels. Spot welding automation has transformed the car industry because it is fast and repeatable on materials under 3mm thick.
But bring a spot welding robot to a steel structure manufacturing shop, and it will struggle. Structural steel is thick—often 10mm to 50mm or more. A spot weld will not penetrate enough to create a structural bond. You need continuous fusion.
That said, spot welding automation still appears in ancillary operations within steel fabrication—tacking stiffeners, attaching non‑structural brackets, or joining light‑gauge cladding. Some fabricators use a spot welding robot for these secondary tasks while reserving arc welding for the primary structural joints. But for the core work—the I‑beams, the columns, the moment connections—nothing replaces the arc welding robot.
What Makes Structural Steel Robotic Welding Different
Structural steel robotic welding is not simply “arc welding on big parts.” It introduces challenges that general automation does not face:
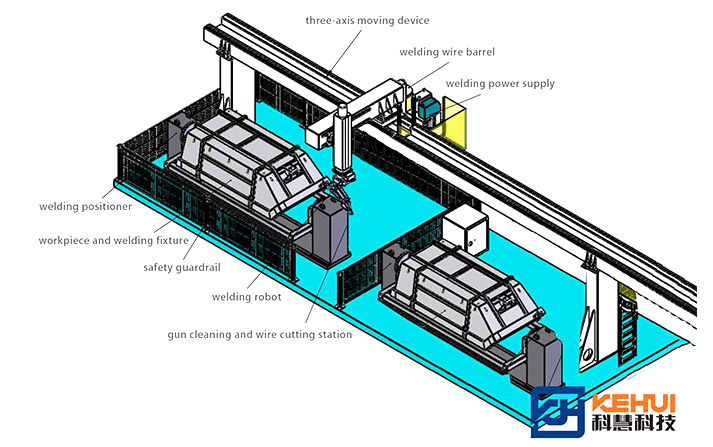
- Part variation: Rolled beams are never perfectly straight. An arc welding robot needs seam tracking and through‑arc sensing to follow the actual joint, not the programmed line. - Multi‑layer, multi‑pass: A single joint may require five or more passes. The robot must remember the sequence, adjust weave patterns, and manage interpass temperature. - Preheat and interpass control: Thick steel requires preheat to avoid hydrogen cracking. Structural steel robotic welding integrates temperature monitoring so the robot waits for the correct temperature window. - Large work envelopes: The robot must reach across wide flanges and tall webs. Often, a positioner or a track‑mounted robot is required.
A capable arc welding robot cell for steel structure manufacturing includes a heavy‑duty positioner that manipulates the beam so the weld is always in the flat or horizontal position—ideal for fusion and productivity.
Beyond the Arc: Where Spot Welding Automation Still Helps
Even on a dedicated structural steel robotic welding line, spot welding automation has a supporting role. Before a beam enters the main arc welding station, a spot welding robot can apply tack welds to hold components in alignment. These tacks prevent movement during the arc welding process, reducing rework.
Some fabricators deploy spot welding automation for attaching shear studs or welding decking to beams. In these cases, the spot welding robot runs alongside the arc welding robot, each doing what it does best. The result is a hybrid line that handles both light and heavy joining tasks.
Selecting the Right Integrator for Steel Structure Applications
Not every automation company understands structural steel robotic welding. Many integrators come from the automotive world, where parts are consistent and cycles are measured in seconds. Steel fabrication is different: parts vary, cycles are longer, and weld quality is subject to codes like AWS D1.1 or EN 1090.
You need an integrator who has welded structural steel before. Who knows how to program an arc welding robot for multi‑pass fillets. Who can integrate a spot welding robot for tacking without slowing the main line.
Why Choose Us
We have been delivering structural steel robotic welding solutions since 1994—before many of today’s integrators were founded. Our arc welding robot systems are installed in over fifty countries, welding bridges, building frames, wind towers, and heavy equipment.
We do not just sell robots. We send engineers to your facility for installation, commissioning, and training. Your welders learn to program, maintain, and optimize the system. We stay until first‑pass yield meets your target.
Our spot welding automation cells and spot welding robot stations are available for tacking and secondary operations, fully integrated with your main arc welding line.
We hold CE certification and all export documentation. No customs surprises. No compliance delays.
Our pricing is competitive. Our lead times are short. We maintain inventory because we have done this thousands of times.
The Bottom Line
For steel structure manufacturing, an arc welding robot is not optional—it is the only way to scale quality production with a shrinking skilled workforce. And when you need supporting spot welding automation for tacking or light joining, we deliver that too.
Send us your beam sizes, your material grade, and your production volume. We will propose a structural steel robotic welding cell that fits your floor and your budget. No jargon. No delays. Just thirty years of experience ready to work for you.









 Chinese
Chinese English
English OA
OA Current location:
Current location: Concrete Mixer Drum Robotic Welding Solutions
Concrete Mixer Drum Robotic Welding Solutions  Automobile Body Production Line Welding Fixtures
Automobile Body Production Line Welding Fixtures  Automotive Body Welding Automated Manufacturing Solutions
Automotive Body Welding Automated Manufacturing Solutions  Free-Teaching Programming Welding Robot Cell For I Beam Welding
Free-Teaching Programming Welding Robot Cell For I Beam Welding 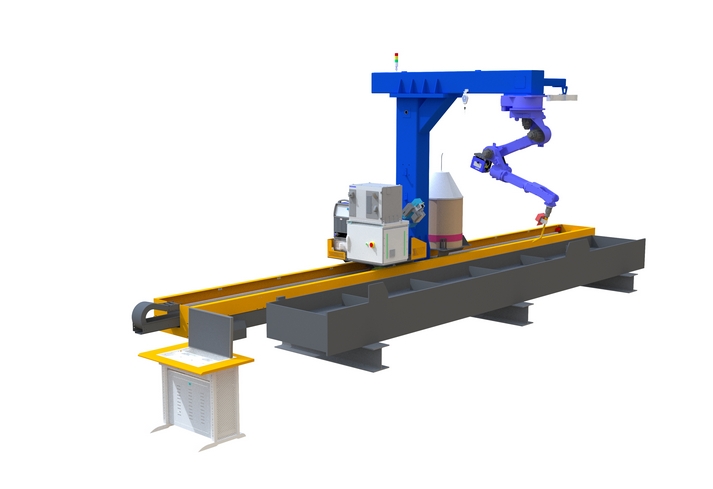 No Programming Required Robotic Welding Systems for H beam Welding Line
No Programming Required Robotic Welding Systems for H beam Welding Line